Az eljárás rövid ismertetése
Ívhegesztéskor a kialakuló elektromos ív hőteljesítménye
olvasztja meg az összehegesztendő anyagokat, illetve a hozaganyagot. Amikor a levegő
oxigénjétől az ívet és az alap- illetve hozaganyagot, valamint az ömledéket védőgáz védi,
akkor védőgázos ívhegesztésről beszélünk.
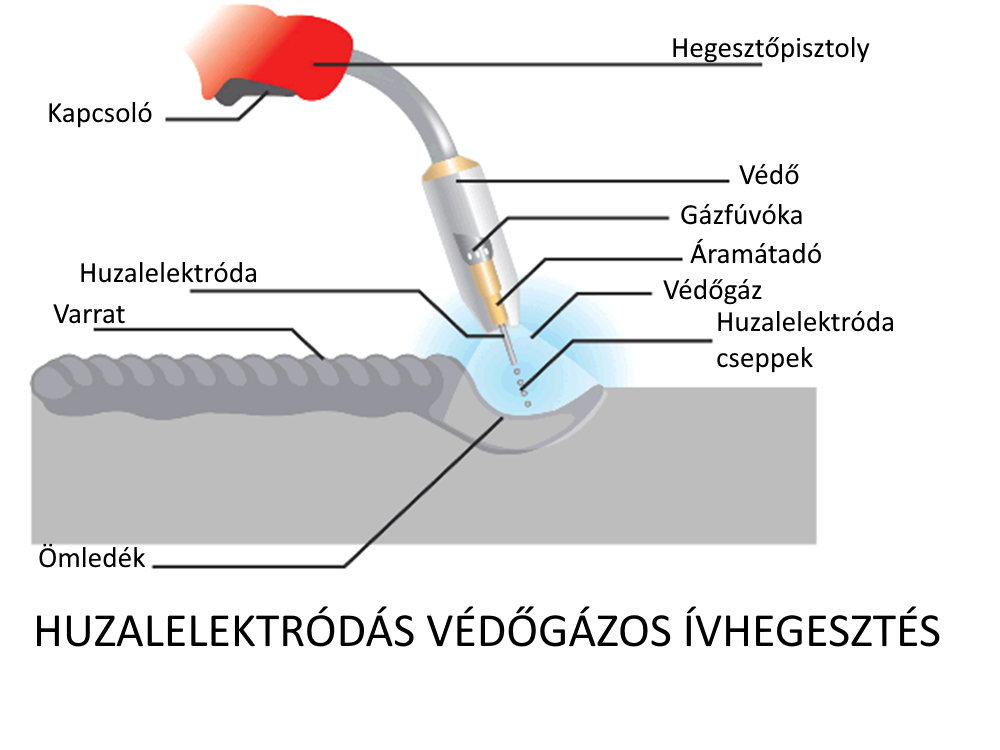
Amikor az ív az alapanyag és egy leolvadó huzalelektróda között alakul ki, azt az
ívhegesztést huzalelektródás védőgázos ívhegesztésnek nevezzük.
A huzalelektródás védőgázos ívhegesztés nemzetközi rövidítése:
- MIG/MAG
- MIG: Metal Inert Gas (semleges védőgázos huzalelektródás ívhegesztés)/li>
- MAG: Metal Activ Gas (aktív védőgázos huzalelektródás ívhegesztés)
Amikor az alkalmazott védőgáz kémiailag kötött vagy szabad formában oxigént vagy más aktív
összetevőt tartalmaz, ami vegyi reakcióba léphet a hegesztendő fémmel, akkor aktív
védőgázról beszélünk, ha a védőgáz nem tartalmaz aktív összetevőket, akkor semleges
védőgázos hegesztésről beszélünk.
Különféle fémek hegesztéséhez különböző védőgázokat, vagy ma már egyre inkább, az elérni
kívánt célnak megfelelő összetételű gázkeverékeket alkalmaznak. Szénacél sokféle gázzal és
gázkeverékkel hegeszthető. Alapvető és nagy mennyiségben használt védőgáz volt korábban a
tiszta széndioxid (CO2), ami a hegesztési eljárás megnevezésében is említésre került
(széndioxid védőgázos hegesztés,
vagy hétköznapi szóhasználatban – helytelenül – CO hegesztés). Ma már inkább a különféle
argonbázisú gázkeverékeket alkalmazzák, mert ezekkel biztosítható a jobb varratminőség.
Rozsdamentes acélok hegesztéséhez kb. 2-3% széndioxid, vagy oxigén tartalmú argonkeverék
szükséges, hogy az aktív komponens stabilizálja az ívet. Alumínium csak semleges (Ar, He)
védőgázzal hegeszthető.
Rézbázisú anyagokat korábban tiszta argonnal hegesztettek, ma itt is megjelentek a kb. 1%
aktív komponenst tartalmazó argonkeverékek.
A huzalelektródás védőgázos ívhegesztés különféle kialakítású hegesztőgépekkel végezhető el.
Az egyszerűbb, fokozatkapcsolós gépeknél (Synergic.Pro2) a fokozatkapcsolóval a használni
kívánt lapos jelleggörbét lehet kiválasztani a fokozatkapcsoló megfelelő helyzetbe
állításával.
Ezzel a hegesztéshez szükséges feszültség-értéket lehet meghatározni. A huzalsebesség
fokozatmentesen állítható be, amivel meghatározható a leolvadási teljesítmény, illetve a
hegesztőáram mértéke.
A korszerűbb huzalelektródás védőgázos hegesztőgépek már fokozatmentes feszültség
beállítással illetve szinergikus vezérléssel rendelkeznek.
A szinergikus vezérlésű gépek programozott jelleggörbékkel rendelkeznek és egy „gomb”
segítségével egyszerre minden paraméter egymással összhangban változtatható.
A huzalelektródás védőgázos hegesztő berendezések fontos egysége a huzalelőtoló, ami a
hegesztőhuzal egyenletes, és a beállításnak megfelelő pontos előtolásáról gondoskodik.
Amikor a huzalelőtoló az áramforrással egybeépített, akkor kompakt berendezésről beszélünk.
Ennek a kialakításnak az az előnye, hogy egyszerűbb és olcsóbb a hegesztőgép, de hátránya,
hogy a hegesztőgépet megfelelően közel kell vinni a hegesztés helyszínéhez.
Alkalmazási paraméterek:
- Huzalelektróda átmérők: d= 0,6; 0,8; 1,0; 1,2; 1,6 mm
- Áramerősség: I= 30 ... 450A
- Hegesztési sebesség: Vheg= 100 ... 600mm/min
- Elérhető beolvadási teljesítmény: 8 kg/h