Az eljárás rövid ismertetése
A bevontelektródás kézi ívhegesztés az egész világon ismert és páratlanul népszerű hegesztő eljárás.
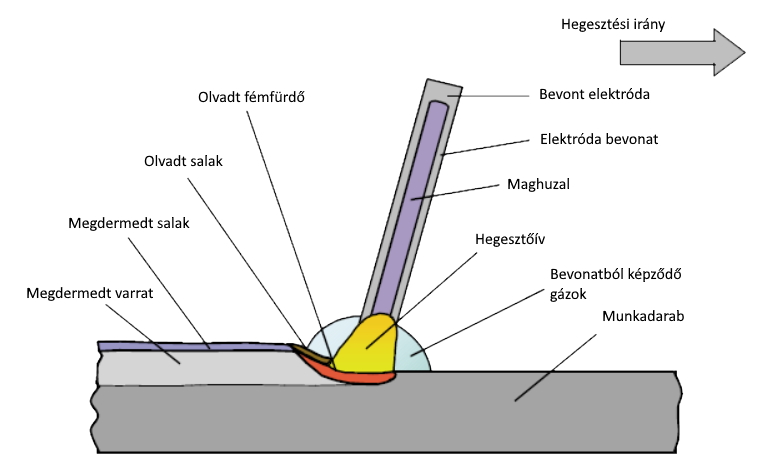
A bevontelektródás kézi ívhegesztés hőforrása egy zömében nemfémes bevonattal ellátott,
rövid fémelektróda és a munkadarab felülete között létesített villamos ív. Hegesztés közben
a bevonatból a védelemhez szükséges gáz és salak képződik. Hozaganyagként maga a maghuzal
szolgál, de kisebb-nagyobb mennyiségben a bevonatból is kerülnek fémötvözők a hegfürdőbe.
Az ívet az elektróda tárgyhoz érintésével létesítjük. A rövidzárlat felhevíti az elektróda
csúcsát, majd az ív meggyullad és önmagát fenntartó folyamat révén állandósul.
Az ív hőjének hatására a maghuzal közepes vagy nagy átmérőjű cseppek formájában leolvad. A
cseppek (főleg rövid ívhossz és nagy cseppátmérő esetén) rövidzárlatokat is okozhatnak. A
nemfémes bevonat hevítése közvetett, a benne található anyagok elégése vagy megolvadása
lassabban következik be, így jellegzetes kúpos bevonatvég jön létre. A bevonatkúp javítja az
ív védelmét és csökkenti a fröcskölést, ugyanakkor a már használt elektródával csak úgy
tudunk ismételten ívet gyújtani, ha a bevonatkúpot előzetesen letörjük.
A csepp, a hegfürdő és a varrat védelmét a bevonatból olvasztás révén létrejövő salak teszi
teljessé.
Alkalmazási paraméterek:
- Elektróda maghuzal átmérő: de= 1,5 ... 6mm
- Áramerősség: I= 30 ... 500A
- Ívfeszültség: U= 20 ... 50V
- Hegesztési sebesség: Vheg= 80 ... 200mm/min
- Kihúzási hossz: Lki= 100 ... 400 mm
- a kihúzási hossz (Lki) az elektróda hasznos hosszával hegeszthető varrat hosszát jelenti
- a kihúzási hossz megadásával a varrat keresztmetszet és a hőbevitel (hegesztési sebesség) is kézben tartható
- Elérhető beolvadási teljesítmény: 3,5 kg/h